平面、成型、深切緩進研磨-瓷質燒結法精密砂輪
藉由適當磨料的選用和理想結合劑的搭配,適用於各種素材的加工,泛用性廣,研磨效率佳,工件尺寸穩定度高,切削力佳,修整週期長。如果搭配敝司獨家研發之可控制氣孔(controlled porosity)的多氣孔組織,更能達到比一般砂輪更高的磨除效率,例如深切緩進平面研磨。
適用行業
• 各種尺寸模板加工
• 各種模具、夾具、治具零件平面研磨
• 各項精密零件平面、成型、深切緩進研磨
• 工具機滑軌、工具機溝槽、線性滑軌、搖臂成型研磨
• 航太工業零件各項精密零件深切緩進成型研磨
常用粒度&尺寸
D (外徑) |
T (厚度) |
H (孔徑) |
形 狀 |
|---|---|---|---|
180 205 |
6 8 13 16 19 25 |
31.75 50.8 |
1 5 7 10 10-1 |
305 355 405 |
25 32 38 50 65 |
76.2 101.6 127 |
|
455 510 610 |
38 50 75 100 |
127 152.4 203.2 |
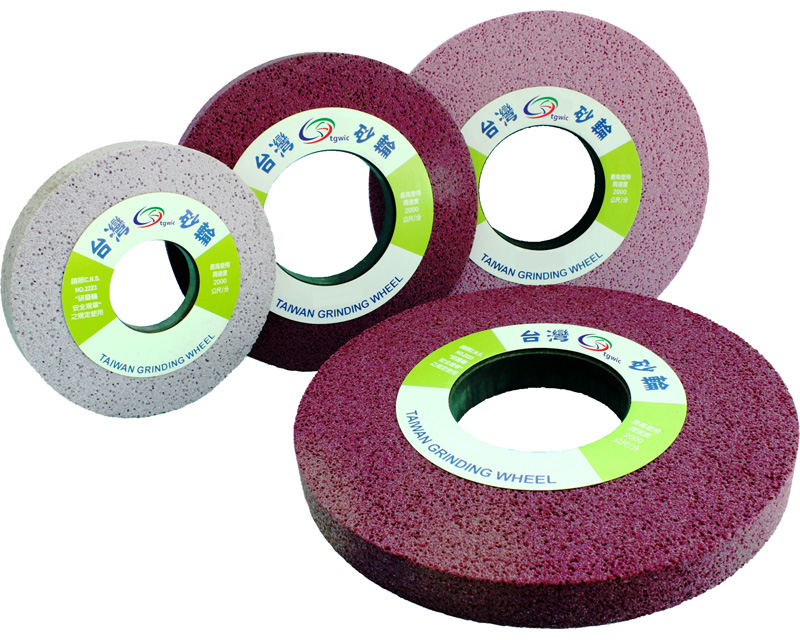
多氣孔組織平面研磨專用砂輪: DA、PA
獨家研發之可控制氣孔的多氣孔組織,針對難切削材質及易燒焦工件研磨加工,例如: 熱處理鋼材、Inconel、鎳基合金、鈷基合金、不鏽鋼,自由切削性和散熱效果佳,適合較大的進刀量或較高的磨除率,例如: 深切緩進研磨。
PA: 適合中→高磨除率
DA: 適合高磨除率
特 性 |
優 點 |
|---|---|
◎多氣孔 |
• 增加排屑空間及提高切削液通過量。 • 減少填屑的發生。 • 冷切削、溼式或乾式研磨。 |
◎持久的結合劑 |
• 增強磨粒保持力。 • 修整週期長砂輪壽命長。 |
◎提高進刀量 |
• 研磨效率提升。 • 保持高磨除率時的穩定性。 |
適用材質&砂輪規格尺寸
適用材質 |
粒 度 |
尺 寸 |
說 明 |
|---|---|---|---|
SKD、 SCM 、S45C、SUS 等,經熱處理後,較難加工之工件。 |
30 |
外徑: ø100 ~ ø 610 mm 厚度: 19 ~ 150 mm |
本公司開發特有之多氣孔組織砂輪,擁有絕佳的散熱性及切削性,適用於大量進刀的重切削加工。 |
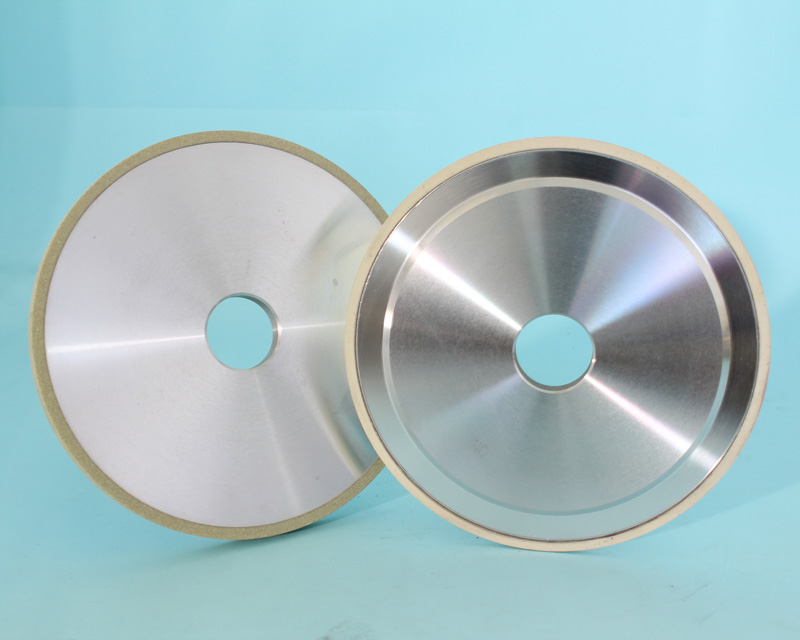
平面、成型、深切緩進研磨-瓷質燒結法鑽石&氮化硼砂輪
特性:
• 同時保持工件尺寸精確度和良好面粗度
高速度、高效率、高研磨比、高精度、高壽命及良好面粗度的加工要求。
• 不同的面粗度和磨除率要求
可以藉由修整條件的改變,達到不同的面粗度和磨除率要求,也就是同一個砂輪可以作粗磨和細磨加工。
• 修整容易
使用單點或結合式修刀即可修整
• 成型研磨形狀保持度佳
可依客戶需求製作粒度&銳角極細的砂輪,同時保有良好切削力。
• 結合劑保持力強 + 多氣孔組織,非常適合深切緩進
搭配超級磨料本身極高的硬度和熱傳導係數,在深切緩進研磨時可大幅降低研磨熱對工件的影響,尤其適合研磨低熱傳導係數的材質
瓷質燒結法CBN砂輪-應用範圍
• 噴油系統零件成型研磨
• 平面、溝槽研磨
• 模冶具平面、成型研磨
• 搖臂成型研磨
• 滑軌平面、成型研磨
• 不鏽鋼零件垂直軸平面研磨
• 航太零件深切緩進研磨
• 難研磨材深切緩進研磨,例如: Inconel,鎳基合金,鈷基合金,不鏽鋼
瓷質燒結法鑽石砂輪-應用範圍
• 碳化鎢沖模零件平面、成型研磨
• 聚晶(PCD, PCBN)、單晶(Mono-crystal)鑽石平面、成型研磨
• 碳化鎢刀具刀片平面、成型研磨
• 石英製品平面研磨
• 氧化鋁、氧化鋯精密陶瓷平面、成型研磨
• 碳化矽、氮化矽精密陶瓷平面、成型研磨
• 碳化鎢電子模零件平面、成型研磨
• 矽晶圓背面研磨