內孔研磨-瓷質燒結法精密砂輪
依研磨方式,有下列二種:
1. 內孔磨床:夾持工件並旋轉,再利用砂輪進行研磨。
2. 冶具磨床:夾持工件但不旋轉,再利用砂輪的自轉&公轉進行研磨。
內孔研磨必須同時達到下列目標:
◆ 內徑尺寸穩定度
◆ 真圓度
◆ 圓筒度
◆ 面粗度
針對內孔研磨用砂輪,可依材質不同選擇不同磨料,尤其對經過熱處理鋼材如SKD11、HSS、SKD61、SCM21、SCM400系列、SUS400系列等鋼材,同時使用於大馬力高剛性高線速(≧45m/s)之磨床,工件尺寸、真圓度、圓筒度穩定,Cpk值高,面粗度良好且可提昇修整週期,縮短加工時間,達到砂輪高切削力、高效率、高品質之最佳研削特性。
依工件形狀,分為下列三種:
1. 通孔:砂輪可自由地通過工件內孔的二端。
2. 盲孔:砂輪無法通過工件內孔的其中一端。
3. 端面:有時必須同時研磨工件的端面。
適用行業
• 汽機車零件製造:齒輪汽缸、定速接頭、壓縮機零件、噴油系統零件 等
• 刀具&工具業:滾銑刀、齒輪、凸輪
• 軸承業
• 電子業模冶具零件製造
• 其他機械零件製造

外徑、無心研磨-瓷質燒結法精密砂輪
外徑研磨砂輪通常用於工件夾持於頂心之間或用於夾頭夾持之外徑研磨加工,共分為三大類:
1. 直進式:砂輪在加工位置上直接進刀完成研磨工序 (無左右橫移)
2. 橫移式:砂輪在工件上橫移完成研磨工序
3. 斜進式:砂輪以一定的角度進刀,同時研磨工件的外徑&端面
外徑研磨加工,包括一般的心軸研磨、定寸研磨、左右橫移研磨以及斜進式成型研磨….等等,尤其使用於大馬力高剛性高線速度(≧45m/s)之磨床,尺寸穩定,修整週期長,更可發揮砂輪高切削力、高效率、高品質之最佳研削特性。
適用行業:
• 汽機車零件製造: 凸輪軸、曲柄軸、傳動軸、心軸、氣門推桿等
• 馬達心軸製造
• 齒輪、凸輪製造
• 傳動及輸送用滾筒製造
• 軸承業
• 造船業
• 航太業
• 滾珠螺桿
• 機械零件製造
產品特性
特性 |
應用&優點 |
|
|---|---|---|
| ‧陶瓷系列氧化鋁(微結晶) ‧硬度&強度皆為最高 ‧自銳性優 ‧搭配高強度結合劑 |
‧磨除率高,研磨溫度較低 ‧壽命為一般磨料的2~5倍 ‧修整週期長,工件燒焦少 ‧形狀保持佳 ‧自由切削性佳 ‧適用於高強度或高硬度材質 例:合金鋼、工具鋼、高速鋼 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧單結晶氧化鋁 ‧硬度&強度皆高 |
‧自由切削性佳,適用範圍最廣泛 ‧修整週期長,工件尺寸穩定度高 ‧形狀保持佳 ‧適用於中→高硬度的材質 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧銳角多 ‧硬度&強度比PA高 |
‧自由切削性極佳 ‧適用於經熱處理之高碳鋼、合金鋼、工具鋼、高速鋼之重切削&精密研磨 |
|
特性 |
應用&優點 |
|
|---|---|---|
‧易碎型氧化鋁 ‧強度比WA高 |
‧適用於≦HRC55之鋼材 ‧適合磨除率不高的應用 |
|
高線速度用(45m/s)外徑研磨砂輪
此類砂輪適用於具有高剛性和高線速度的磨床,例如: TOYODA、NTC、SHIGIYA、KONDO、STUDER、LANDIS等,研磨效果和砂輪壽命皆與進口產品相當,工件尺寸穩定,修整週期長,可大幅降低非加工時間的耗損。
適用材質 |
粒 度 |
尺 寸 |
備 註 |
|---|---|---|---|
SKD, SCM, S45C, 鑄鐵等經熱處理加工及複合材料較難加工之工件 |
46 |
外徑: 厚度: 12 ~ 160 |
適用於: 例如:Toyoda, NTC, Shigiya, Kondo, Studer, Landis等
|

平面、成型、深切緩進研磨-瓷質燒結法精密砂輪
藉由適當磨料的選用和理想結合劑的搭配,適用於各種素材的加工,泛用性廣,研磨效率佳,工件尺寸穩定度高,切削力佳,修整週期長。如果搭配敝司獨家研發之可控制氣孔(controlled porosity)的多氣孔組織,更能達到比一般砂輪更高的磨除效率,例如深切緩進平面研磨。
適用行業
• 各種尺寸模板加工
• 各種模具、夾具、治具零件平面研磨
• 各項精密零件平面、成型、深切緩進研磨
• 工具機滑軌、工具機溝槽、線性滑軌、搖臂成型研磨
• 航太工業零件各項精密零件深切緩進成型研磨
常用粒度&尺寸
D (外徑) |
T (厚度) |
H (孔徑) |
形 狀 |
|---|---|---|---|
180 205 |
6 8 13 16 19 25 |
31.75 50.8 |
1 5 7 10 10-1 |
305 355 405 |
25 32 38 50 65 |
76.2 101.6 127 |
|
455 510 610 |
38 50 75 100 |
127 152.4 203.2 |
多氣孔組織平面研磨專用砂輪: DA、PA
獨家研發之可控制氣孔的多氣孔組織,針對難切削材質及易燒焦工件研磨加工,例如: 熱處理鋼材、Inconel、鎳基合金、鈷基合金、不鏽鋼,自由切削性和散熱效果佳,適合較大的進刀量或較高的磨除率,例如: 深切緩進研磨。
PA: 適合中→高磨除率
DA: 適合高磨除率
特 性 |
優 點 |
|---|---|
◎多氣孔 |
• 增加排屑空間及提高切削液通過量。 • 減少填屑的發生。 • 冷切削、溼式或乾式研磨。 |
◎持久的結合劑 |
• 增強磨粒保持力。 • 修整週期長砂輪壽命長。 |
◎提高進刀量 |
• 研磨效率提升。 • 保持高磨除率時的穩定性。 |
適用材質&砂輪規格尺寸
適用材質 |
粒 度 |
尺 寸 |
說 明 |
|---|---|---|---|
SKD、 SCM 、S45C、SUS 等,經熱處理後,較難加工之工件。 |
30 |
外徑: ø100 ~ ø 610 mm 厚度: 19 ~ 150 mm |
本公司開發特有之多氣孔組織砂輪,擁有絕佳的散熱性及切削性,適用於大量進刀的重切削加工。 |
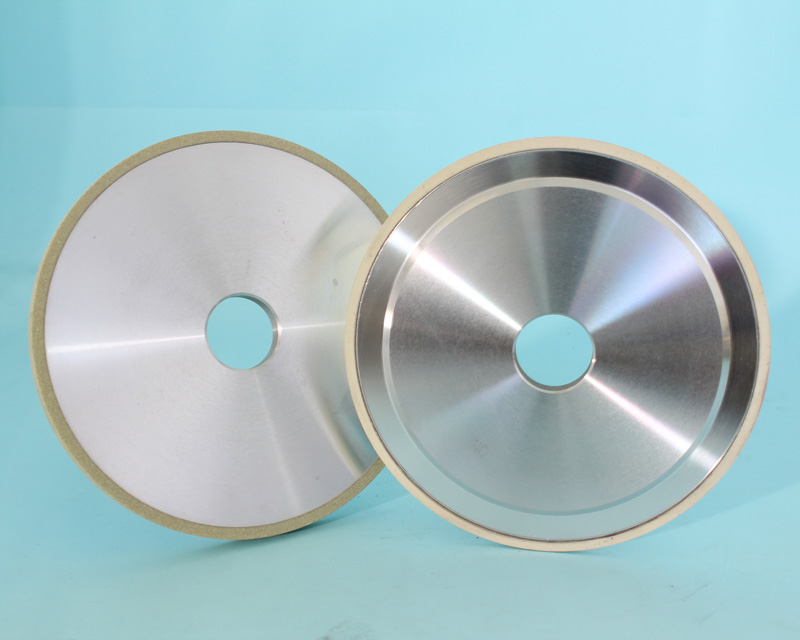
平面、成型、深切緩進研磨-瓷質燒結法鑽石&氮化硼砂輪
特性:
• 同時保持工件尺寸精確度和良好面粗度
高速度、高效率、高研磨比、高精度、高壽命及良好面粗度的加工要求。
• 不同的面粗度和磨除率要求
可以藉由修整條件的改變,達到不同的面粗度和磨除率要求,也就是同一個砂輪可以作粗磨和細磨加工。
• 修整容易
使用單點或結合式修刀即可修整
• 成型研磨形狀保持度佳
可依客戶需求製作粒度&銳角極細的砂輪,同時保有良好切削力。
• 結合劑保持力強 + 多氣孔組織,非常適合深切緩進
搭配超級磨料本身極高的硬度和熱傳導係數,在深切緩進研磨時可大幅降低研磨熱對工件的影響,尤其適合研磨低熱傳導係數的材質
瓷質燒結法CBN砂輪-應用範圍
• 噴油系統零件成型研磨
• 平面、溝槽研磨
• 模冶具平面、成型研磨
• 搖臂成型研磨
• 滑軌平面、成型研磨
• 不鏽鋼零件垂直軸平面研磨
• 航太零件深切緩進研磨
• 難研磨材深切緩進研磨,例如: Inconel,鎳基合金,鈷基合金,不鏽鋼
瓷質燒結法鑽石砂輪-應用範圍
• 碳化鎢沖模零件平面、成型研磨
• 聚晶(PCD, PCBN)、單晶(Mono-crystal)鑽石平面、成型研磨
• 碳化鎢刀具刀片平面、成型研磨
• 石英製品平面研磨
• 氧化鋁、氧化鋯精密陶瓷平面、成型研磨
• 碳化矽、氮化矽精密陶瓷平面、成型研磨
• 碳化鎢電子模零件平面、成型研磨
• 矽晶圓背面研磨